四、對于形狀復(fù)雜或截面有急劇變化以及有效厚度較大的工件,應(yīng)該進(jìn)行預(yù)熱;
五、有凹槽不通孔的工件、鑄件和焊接件以及加工成形的不銹鋼工件,一般不宜在鹽浴爐中進(jìn)行加熱;
六、根據(jù)工件有效厚度和條件厚度(實際厚度乘以工件形狀系數(shù)),鍍鋅管加熱應(yīng)有足夠的保溫時間;
七、馬氏體不銹鋼和耐熱鋼鍍鋅管淬火冷至室溫后方可進(jìn)行清洗、深冷處理或回火,焊接和其后的熱處理之間的時間間隔不應(yīng)超過4個小時;
八、根據(jù)鍍鋅管的要求和表面狀況采用堿洗、水溶性清洗劑、氯溶劑噴砂、噴丸等方法進(jìn)行清理
熱鍍鋅圓管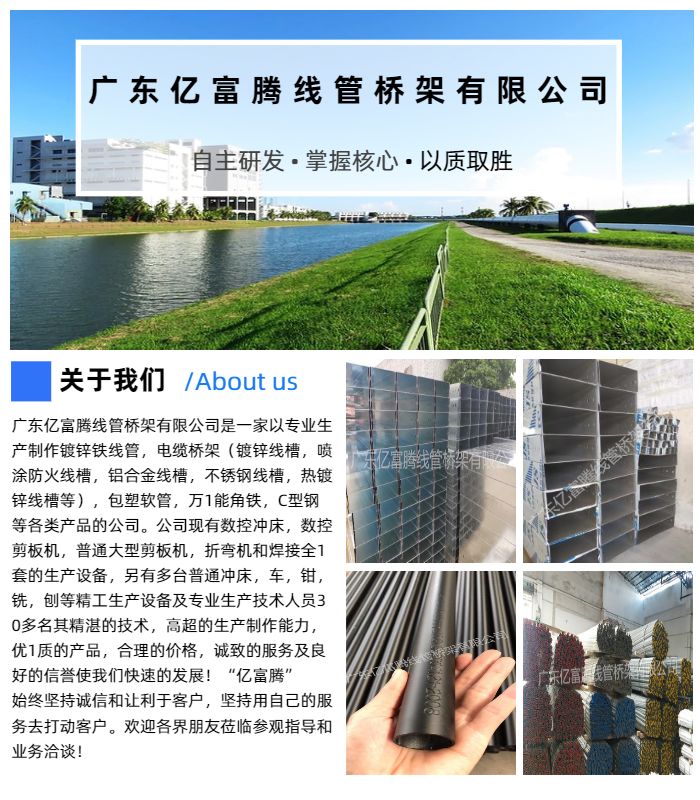




鍍鋅管焊接過程中有燒損,電焊容易產(chǎn)生夾雜和氣孔。建議選用威歐丁204SI 硅青銅焊絲焊接,這個可以控制鋅燒損及煙霧的產(chǎn)生,焊接方式采用MAG,混合氣體保護(hù)或者純保護(hù)均可。
鍍鋅的東西焊接都會出現(xiàn)這個問題, 解決辦法有2個: 每道焊縫焊2遍或2遍以上,遍時焊接電流相對大一點(diǎn)。焊前把鍍鋅端需要焊掉。
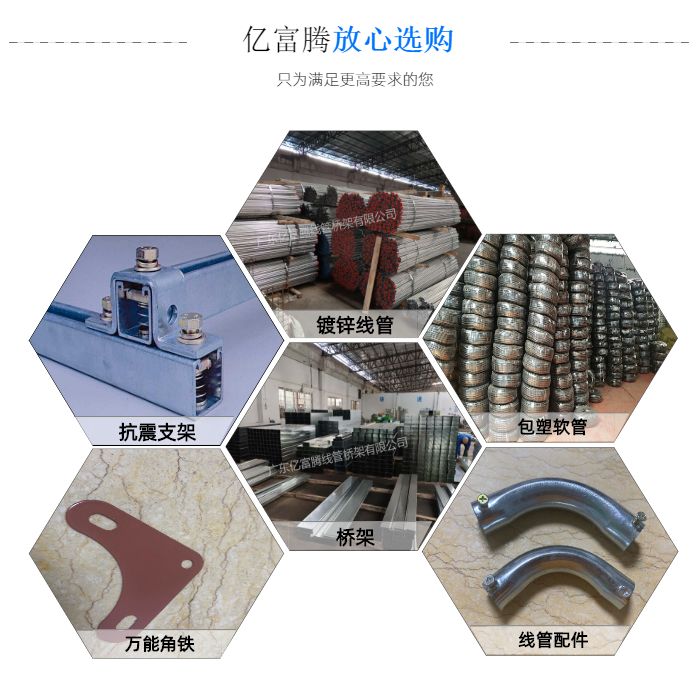
熱鍍鋅圓管 廣東億富騰線管橋架有限公司是一家以生產(chǎn)制作鍍鋅鐵線管,電纜橋架(鍍鋅線槽,噴涂防火線槽,鋁合金線槽,不銹鋼線槽,熱鍍鋅線槽等),包塑軟管,萬1能角鐵,C型鋼等各類產(chǎn)品的公司。熱鍍鋅圓管服務(wù)熱線。
廣東億富騰線管橋架有限公司是一家以生產(chǎn)制作鍍鋅鐵線管,電纜橋架(鍍鋅線槽,噴涂防火線槽,鋁合金線槽,不銹鋼線槽,熱鍍鋅線槽等),包塑軟管,萬1能角鐵,C型鋼等各類產(chǎn)品的公司。熱鍍鋅圓管服務(wù)熱線。鋼導(dǎo)管不得采用對口熔焊連接;鍍鋅鋼導(dǎo)管或壁厚小于或等于2mm的鋼導(dǎo)管,不得采用套管熔焊連接。
檢查數(shù)量:按每個檢驗批的鋼導(dǎo)管連接頭總數(shù)抽查20%,并應(yīng)能覆蓋不同的連接方式,且各不得少于1處。
檢查方法:施工時觀察檢查。
12.1.3 當(dāng)塑料導(dǎo)管在砌體上剔槽埋設(shè)時,應(yīng)采用強(qiáng)度等級不小于M10的水泥砂漿抹面保護(hù),保護(hù)層厚度不應(yīng)小于15mm。
檢查數(shù)量:按每個檢驗批的配管回路數(shù)量抽查20%,且不得少于1個回路。
熱鍍鋅圓管


 在線客服
在線客服 13302931408
13302931408 1058553806@qq.com
1058553806@qq.com


